

Not to mention the conventional die-casting technology, we have a variety of specialized die-casting expertise such as PF (Pore Free) method,![]() -developed NSP laminar-flow filling method, vacuum die-casting method and undercut die-casting method.
-developed NSP laminar-flow filling method, vacuum die-casting method and undercut die-casting method.


The PF method is a specialized die-casting method where air in the cavities, runners and a shot sleeve is replaced by active gas (mainly oxygen) before molten metal is shot into the dies. As oxygen becomes minute solids of aluminum oxide reacting to the aluminum alloy, you can get dense castings with minimized number of pores. This method is applied to pressure-resistant products: castings which require heat-treatment; and highly reliable castings with little strength variation. In the PF method, as soon as molten aluminum is jetted into the active gas atmosphere, the cavities become vacuum. Even with the PF method, shrinkage due to solidification may generate casting porosities. ![]() -developed only NSP laminar-flow filling method combined with the partial squeeze method prevents the thick casting porosities due to solidification shrinkage.
-developed only NSP laminar-flow filling method combined with the partial squeeze method prevents the thick casting porosities due to solidification shrinkage.
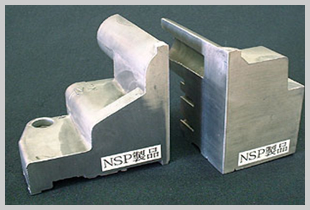
![]() method assures great pressure-resistance and leakage-resistance as high density laminar-flow suppresses shrinkage porosities even in case of heavily thick parts.
method assures great pressure-resistance and leakage-resistance as high density laminar-flow suppresses shrinkage porosities even in case of heavily thick parts.
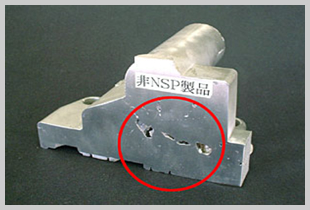
The emergence of ![]() 's unique NSP laminar-flow filling method solved all at once the problem of shrinkage porosities which had never been solved by conventional die-casting method.
's unique NSP laminar-flow filling method solved all at once the problem of shrinkage porosities which had never been solved by conventional die-casting method.
|
|
||
|---|---|---|---|
 |
Our method adopts a vacuum valve with high-speed response and pressure is kept being reduced until molten metal is filled up. With this method, casting porosities are prevented and fluidity is improved. | 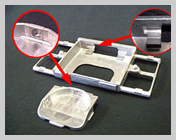 |
With our method, undercut products can easily be mass-produced without placing a core and post-casting machining is not necessary, so that high productivity is maintained. |
Copyright KOBAC Engineering Co,. Ltd. All Rights Reserved.